
在理想状态下,我们只需要将油墨置入印刷机然后运行工作。不幸的是,影响色彩的可变因素太多,印刷操作过程中往往浪费无数的质材和时间来进行调整。

色差仪的出现使得测量色彩更加容易,但可变因素依然存在。为了帮助您更好的测量色差,我们将提供一系列短文,讲解在印刷时可能出现色差的部分原因。
下面,我们介绍一下使用色差仪的五个技巧。
印刷样品下面所用的背衬物料非常重要,因为靠它来确保色差仪仅读取您想要测量的色彩。

校准不佳尤其是曾经掉落的仪器,可能在印刷时导致一些不良的色彩读数。如果色差仪读取不正确,且未经仔细检查校准,则油墨技术可能会对一些色彩进行不必要的调色,导致产生色差。

始终留意校准,确保仪器一致,以防止发生这种情况。如果仪器校准失败,或者读数有很大差异,可能该进行维修了。三恩时色差仪提供多种多样的色差仪维修和认证服务。
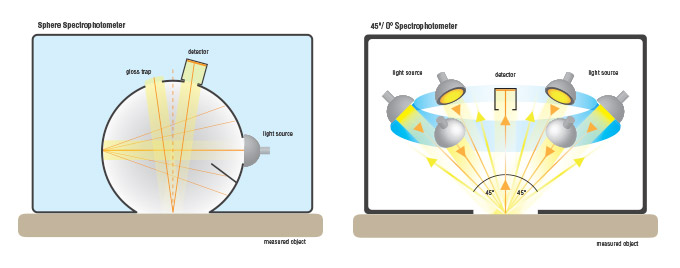
在选择分光测色仪时最重要的的考量因素之一是您将要测量的表面类型。有三种主要类型的分光测色仪:0/45°、积分球式和多角度分光测色仪。
尽管 0/45°通常用于印刷和包装,但不适用于高反射性材料,如金属化聚铝箔球囊,因为来自分光测色仪的光会以激进的方向弹离鳞片。许多印刷企业仍然对金属油墨使用 500 系列或 eXact 仪器,但收效甚微。仪器会读取读数,但取决于金属鳞片的反射率,用户往往得到的数据不一致。对于这些应用,需要使用积分球式几何分光测色仪。
更多印刷企业在开始将其仪器设为 M1,以便就纸张中找到的荧光增白剂进行调整。如果您的操作尚未如此转换,则仍然需要注意 M 标准,因为有些标准可能在输入时使用了 M0、M1、M2 或 M3。
请注意,这些 M 设置应配合您的操作。如果进行转换,您很可能会重新输入很多标准。
印刷实施通常在 D65 光源下、以 10°视角(中午阳光)或 D50 光源、2°视角(地平线阳光)检查色彩。但在选择光源和视角时,您需要知道所用标准和样品的读取方式。还必须使用与标准相同的方法读取样品。有些客户会提前指定独特的容差。如果并非如此,则问一下。
更多印刷行业使用色差仪,请访问三恩时官网:www.3nh.com